

Compared with other conveyor belts, the advantages of layered fabric core conveyor belts
In the conveyor belt market, many products have their own merits, but with its unique design and excellent performance, layered fabric core conveyor belts stand out and become the first choice in many industries.
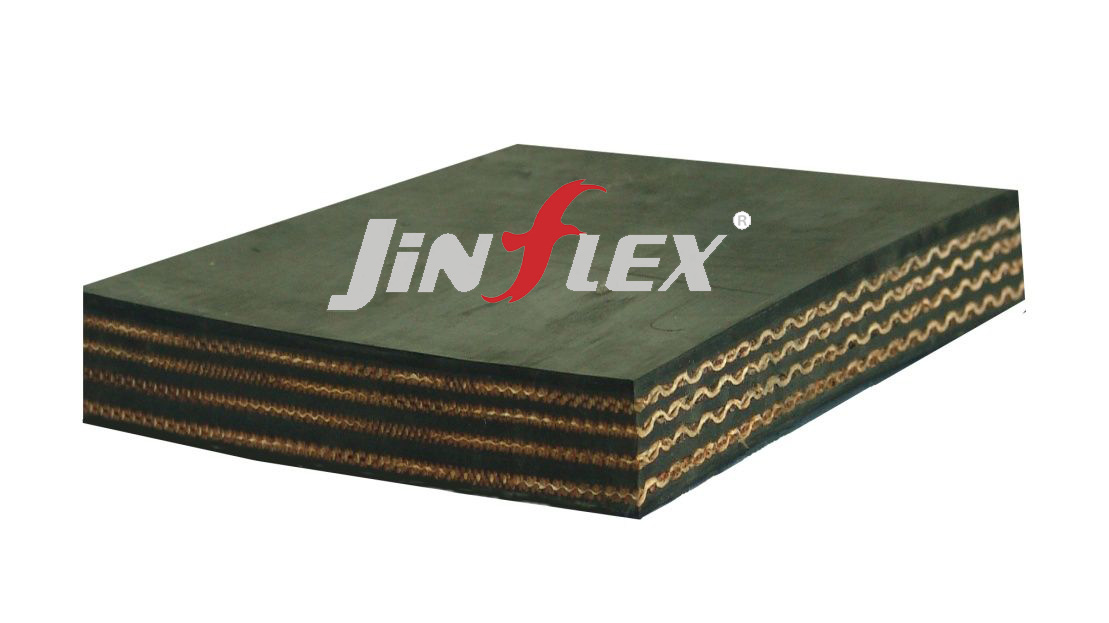
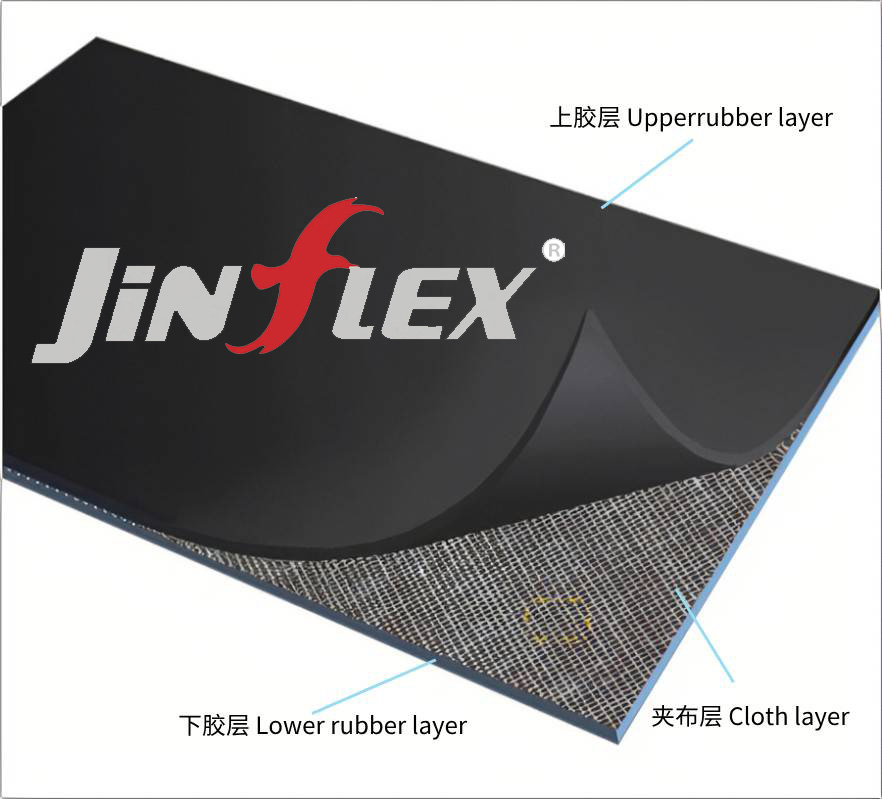
First, layered fabric-core conveyor belts offer excellent load-carrying capacity and stability. Its core is composed of a high-strength, wear-resistant fabric core, ensuring the stability of the conveyor belt under heavy loads and high-speed operation. This design not only extends the service life of the conveyor belt, but also greatly reduces the failure rate and maintenance costs.
Secondly, layered fabric core conveyor belts offer excellent resistance to wear and corrosion. Its surface is covered with multiple layers of specially treated rubber or plastic, which can effectively resist the erosion of various chemical substances and harsh environments, ensuring the stable operation of the conveyor belt in various complex environments.

Furthermore, layered fabric core conveyor belts offer excellent flexibility and bendability. This enables it to adapt to various complex conveying environments and equipment, whether it is straight conveying or curved conveying, it can easily handle it, greatly improving conveying efficiency and flexibility.
Finally, layered fabric-core conveyor belts also offer clear advantages from a cost-effectiveness perspective. Although its initial investment may be slightly higher than that of ordinary conveyor belts, considering its longer service life, lower failure rate and maintenance costs, its long-term benefits far exceed that of ordinary conveyor belts.
In summary, compared with other conveyor belts, layered fabric core conveyor belts have obvious advantages in terms of load-bearing capacity, wear resistance, corrosion resistance, flexibility and cost-effectiveness. It is undoubtedly an indispensable and important equipment in modern industrial production, providing a strong guarantee for the sustainable development of enterprises.
Related Products
-

Advantages of Multi-ply Fabric Conveyor
-
Why choose our mining rubber conveyor be
-

One minute to introduce you to cold resi
-
One minute to introduce you to acid and
-
What other flame-retardant steel cord co
-

Steel Cord Conveyor Belt|Huge Selection
-

Advantages of Steel word Conveyor Belt
-

Why is heat-resistant steel cord conveyo
-
What is the flame retardancy of steel co
-

Advantages of Polyester Conveyor Belt