
Layered fabric core conveyor belt - a powerful assistant for modern industrial transportation
In the wave of modern industrial production, efficient and safe material transportation is the cornerstone to ensure the efficient operation of the production process. Layered fabric core conveyor belts, with their excellent performance and wide range of applications, have become an important assistant in the field of industrial transportation.
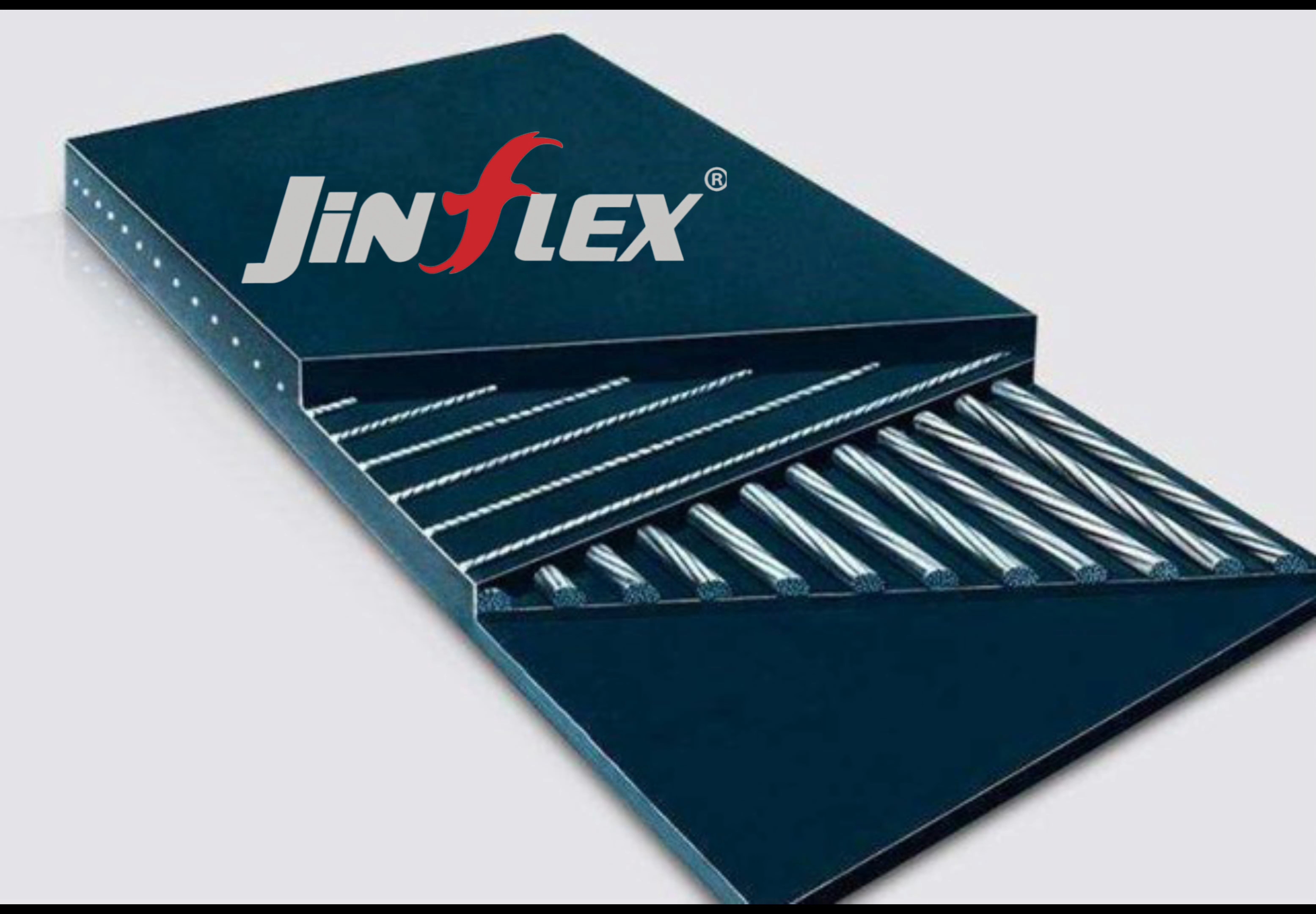
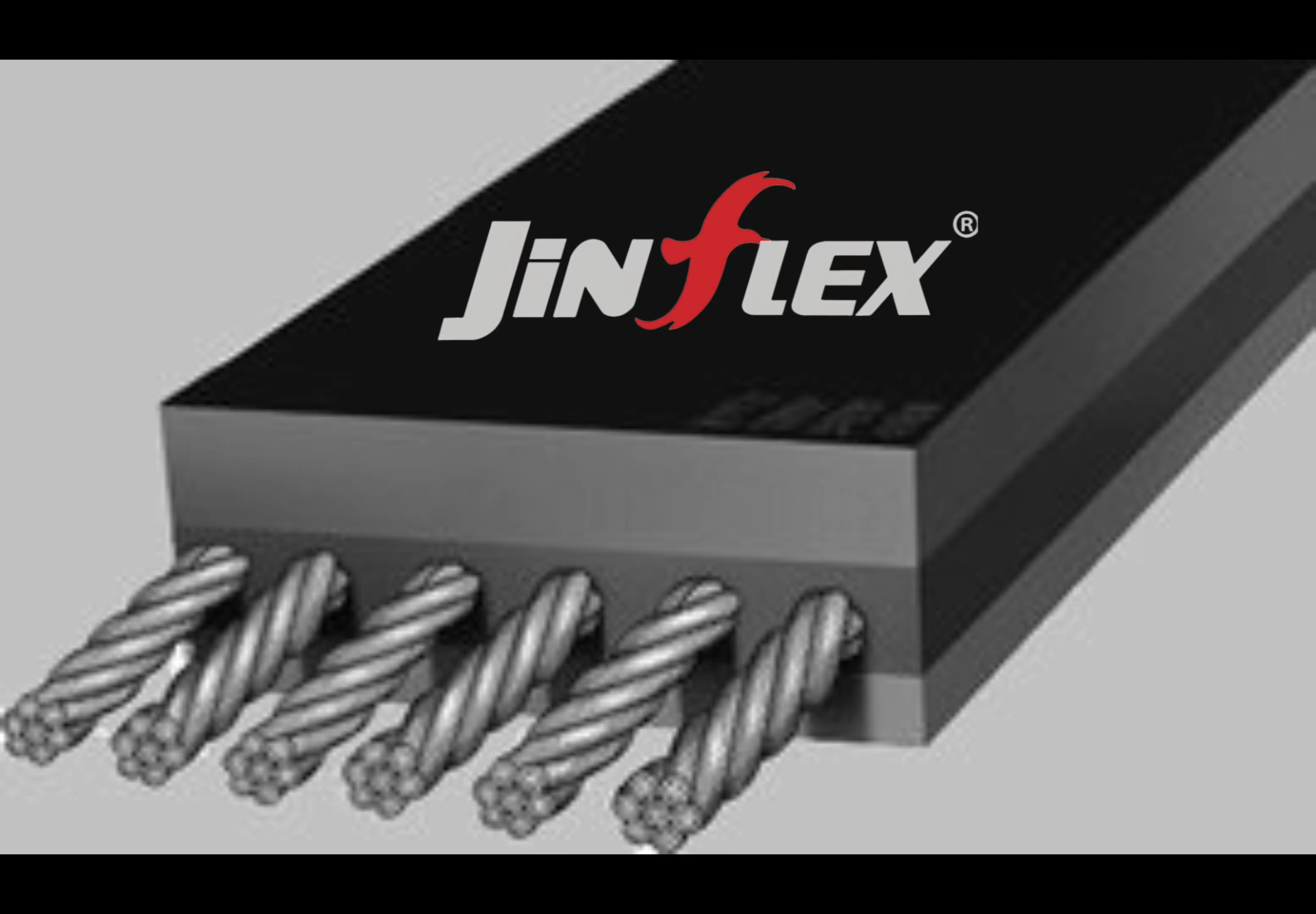
Layered fabric core conveyor belts feature a unique structural design that combines multiple layers of fabric core with rubber coverings to demonstrate excellent load-carrying capacity and tensile resistance. This design not only ensures the stable operation of the conveyor belt in various harsh environments, but also greatly improves the safety and reliability of material transportation.
Layered fabric core conveyor belts offer significant advantages over traditional conveyor belts. Its strong load-bearing capacity enables it to cope with the transportation needs of heavier materials, while the application of high-strength fabric core significantly improves the tensile performance of the conveyor belt, effectively reducing deformation and wear during transportation. In addition, the conveyor belt also has excellent corrosion resistance, wear resistance and anti-aging properties, ensuring stable operation in harsh environments such as moisture, high temperature, and high pressure.
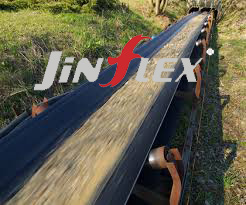
In terms of applications, layered fabric core conveyor belts demonstrate a wide range of applicability. Whether it is coal mining, steel, chemicals or building materials industries, you can see it. In coal mine production, it assists in the efficient mining and transportation of coal; in the steel industry, it ensures the smooth transportation of raw materials and finished products; in the chemical industry, it assists in the safe transportation of chemicals; in the building materials industry, it is responsible for cement, sand, etc. Rapid transportation of building materials. It can be said that the layered fabric core conveyor belt has become an indispensable and important equipment in modern industrial production.
With the continuous advancement of industrial technology and the increasing market demand, layered fabric core conveyor belts will continue to play an important role in providing more efficient and safer material transportation solutions for modern industrial production. Looking to the future, we have reason to believe that layered fabric core conveyor belts will usher in broader application prospects and better development prospects in industrial development.
Related Products
-

Advantages of Multi-ply Fabric Conveyor
-
Why choose our mining rubber conveyor be
-

One minute to introduce you to cold resi
-
One minute to introduce you to acid and
-
What other flame-retardant steel cord co
-

Steel Cord Conveyor Belt|Huge Selection
-

Advantages of Steel word Conveyor Belt
-

Why is heat-resistant steel cord conveyo
-
What is the flame retardancy of steel co
-

Advantages of Polyester Conveyor Belt