

One minute to introduce you to cold resistant conveyor belts
Advantages of cold resistant conveyor belts:
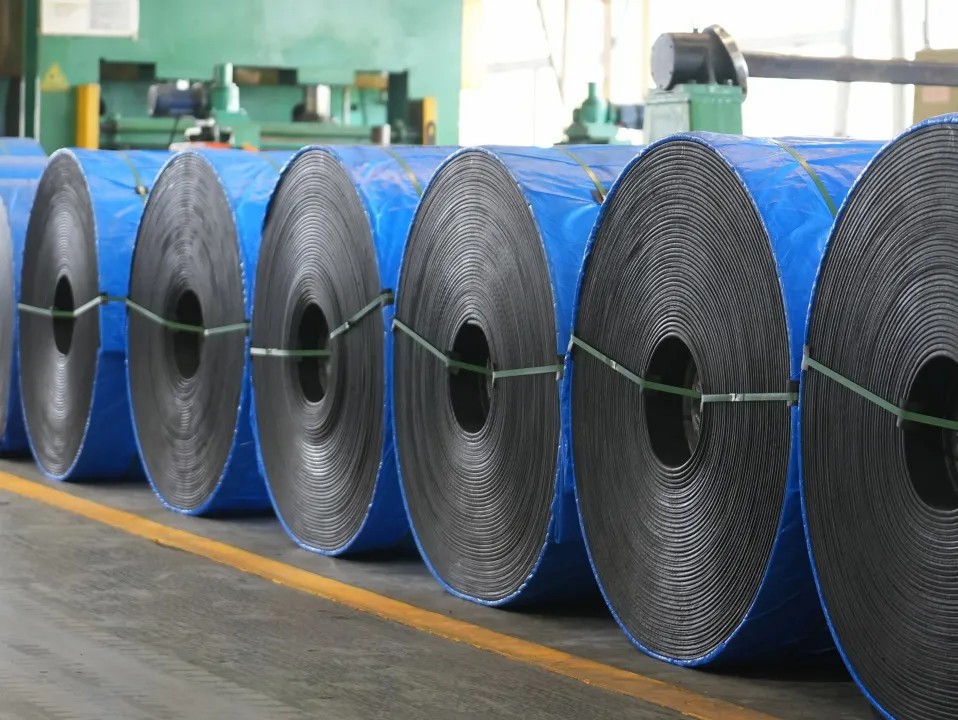
Cold resistant conveyor belts perform well in low-temperature environments, with advantages such as durability, efficiency, and safety. They are widely used in low-temperature or cold environments such as cold storage, ice and snow places, polar regions, food processing, chemical industry, ports, mines, construction sites, and refrigerated trucks.
1. Low temperature resistance performance
Can maintain flexibility at extremely low temperatures, avoid hardening or cracking, and ensure normal operation.
2. Impact resistance and wear resistance
The material design ensures that it still has good impact resistance and wear resistance in low temperature environments, extending its service life.

3. Anti slip performance
Surface anti slip design prevents materials from slipping at low temperatures and improves conveying efficiency.
4. Anti aging
Cold resistant materials can resist aging in low-temperature environments and maintain long-term stability.
5. Strong adaptability
Suitable for various low-temperature scenarios, such as cold storage, ice and snow environments, etc., widely used.
Zaozhuang Jinflex is a professional manufacturer of conveyor belts with 50 years of production experience. Over the years, the company has successfully passed the ISO quality system certification and CE certification, enjoying high popularity and good reputation, and supporting various customized conveyor belts!
If you want to learn more about cold resistant conveyor belts, please feel free to leave a message in the background or check the official website.
Related Products
-
Advantages of Multi-ply Fabric Conveyor
-
Why choose our mining rubber conveyor be
-

One minute to introduce you to cold resi
-
One minute to introduce you to acid and
-
What other flame-retardant steel cord co
-

Steel Cord Conveyor Belt|Huge Selection
-

Advantages of Steel word Conveyor Belt
-

Why is heat-resistant steel cord conveyo
-
What is the flame retardancy of steel co
-

Advantages of Polyester Conveyor Belt